
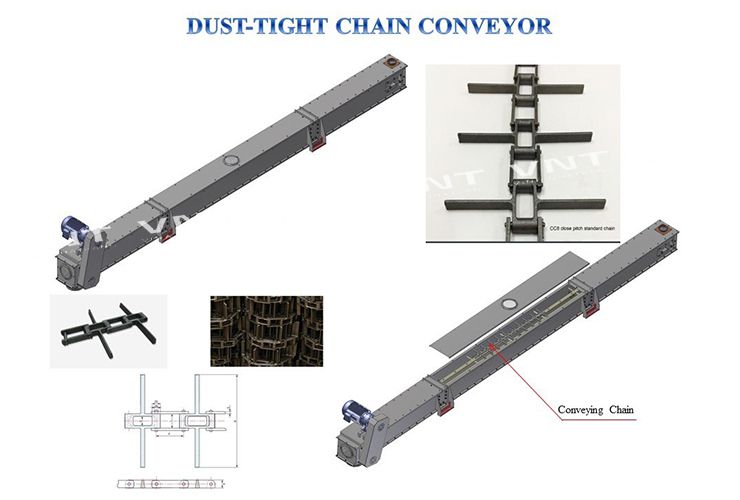
DUST-TIGHT CHAIN CONVEYOR
- Prevents dust generation during material transfer, promoting a cleaner and healthier work environment, especially important for food and pharmaceutical processing.
- Effectively moves materials horizontally or at an angle, offering versatility in handling various material flow needs.
- Enable space-saving placement closer to walls or other equipment.


What is the dust-tight chain conveyor ?
Chain conveyors offer a reliable solution for transporting materials horizontally or at moderate inclines. This versatile conveyor type is used in various settings to efficiently move materials within a facility.
The VNT's Dust-Tight Chain Conveyor takes this basic functionality and adds a valuable upgrade: a fully enclosed design. This prevents dust from escaping during the conveying process, making it ideal for environments prioritizing cleanliness, health, and safety. It is especially beneficial for transporting materials that are potentially hazardous or require a dust-free environment.
Technical Specifications
Product's functions
- Chain conveyor is used to transfer materials from one place to another by horizontal direction or inclined angle is around 35°.
Product's specifications
| Model | Capacity (ton/hour) |
| BTX-25 | 12 – 15 |
| BTX-35 | 20 – 25 |
| BTX-45 | 25 – 35 |
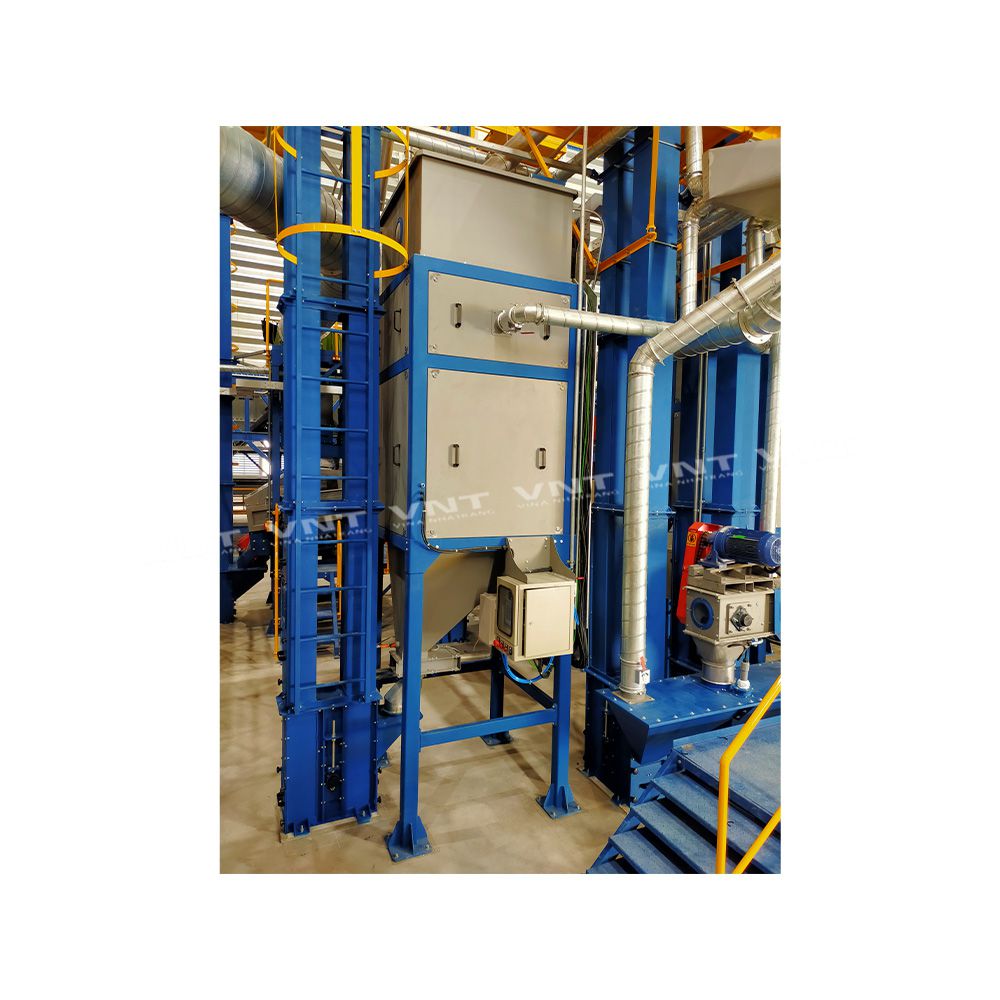
Product's picture of operation
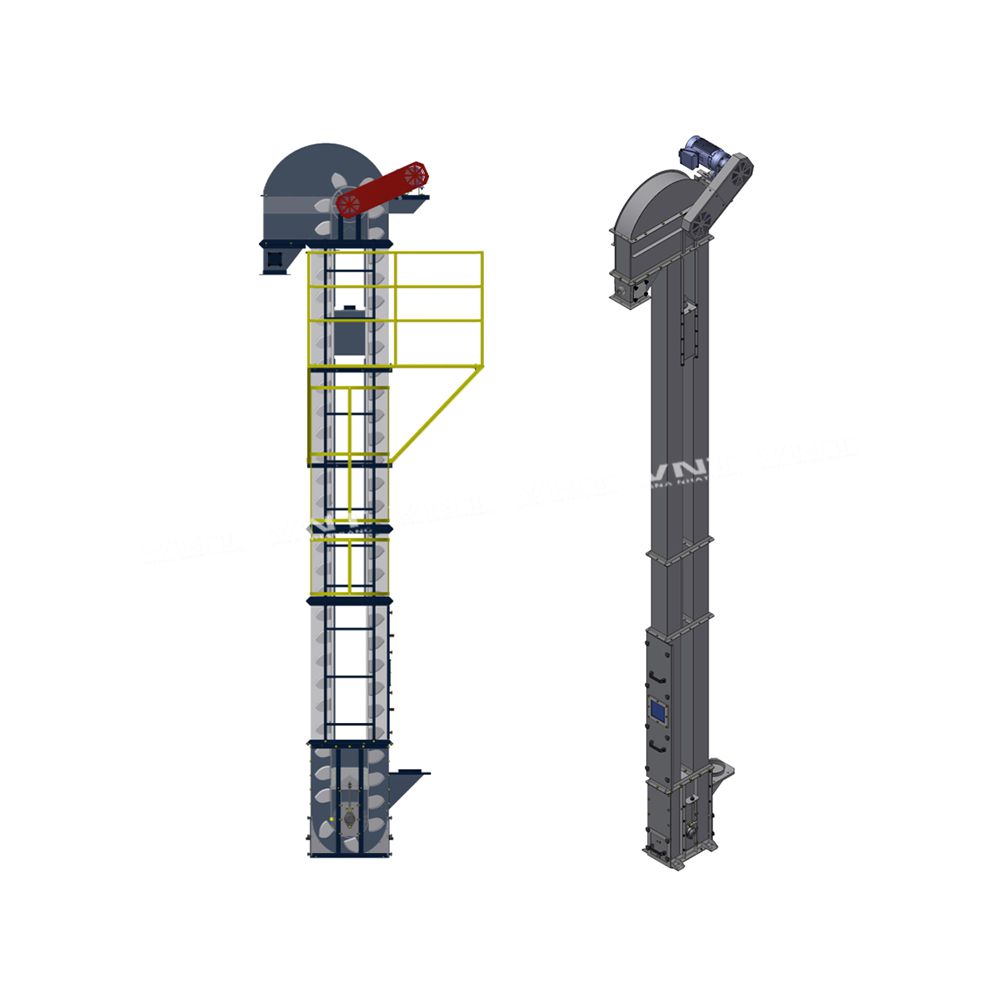
Product's pictures of conveyor

Product's advantages
- Mordern technology
- High durability
- Easy to operate
- Electricity saving
Other products in GREEN COFFEE BEAN PROCESSING SYSTEM

Auxiliary Equipments
Frequently Asked Questions
I want to know how to visit VNT's sample system?
VNT has more than 30 years experience in manufacturing equipment and systems for processing agricultural products such as coffee, pepper, cocoa … in Vietnam and over the world. Depending on your requirement of machine capacity and factory’s location, we will give the most suitable advice as well as arrange a suitable place for you to visit. Please contact to our hotline 0966 757 757 to get more information.
I want to know about VNT warranty policy?
VNT provides free warranty service within 12 months from the date of delivery of the product for mechanical parts.
I want to know how to contact to VNT?
Please contact to our hotline 0966 757 757 for supporting. In addition, you can leave a message in the “Contact for Price” section below, we will get back to you within 24 hours.