Instant coffee has come a long way since its invention in the early 20th century. Once criticized for its subpar taste, it now stands as a testament to technological advancements in food processing. In 2022, the global instant coffee market was valued at $35.95 billion, with projections to reach $42.02 billion by 2028. This growth reflects not just convenience but also significant improvements in quality—a direct result of sophisticated Instant Coffee Processing Systems.
For coffee business owners, this surge in popularity presents a golden opportunity. However, to truly capitalize on this trend, you need to understand what goes on behind the scenes. The Instant Coffee Processing System is a marvel of modern engineering, transforming green coffee beans into the soluble granules that dissolve effortlessly in your cup. Let’s dive into each component of this system to see how it shapes the instant coffee experience.
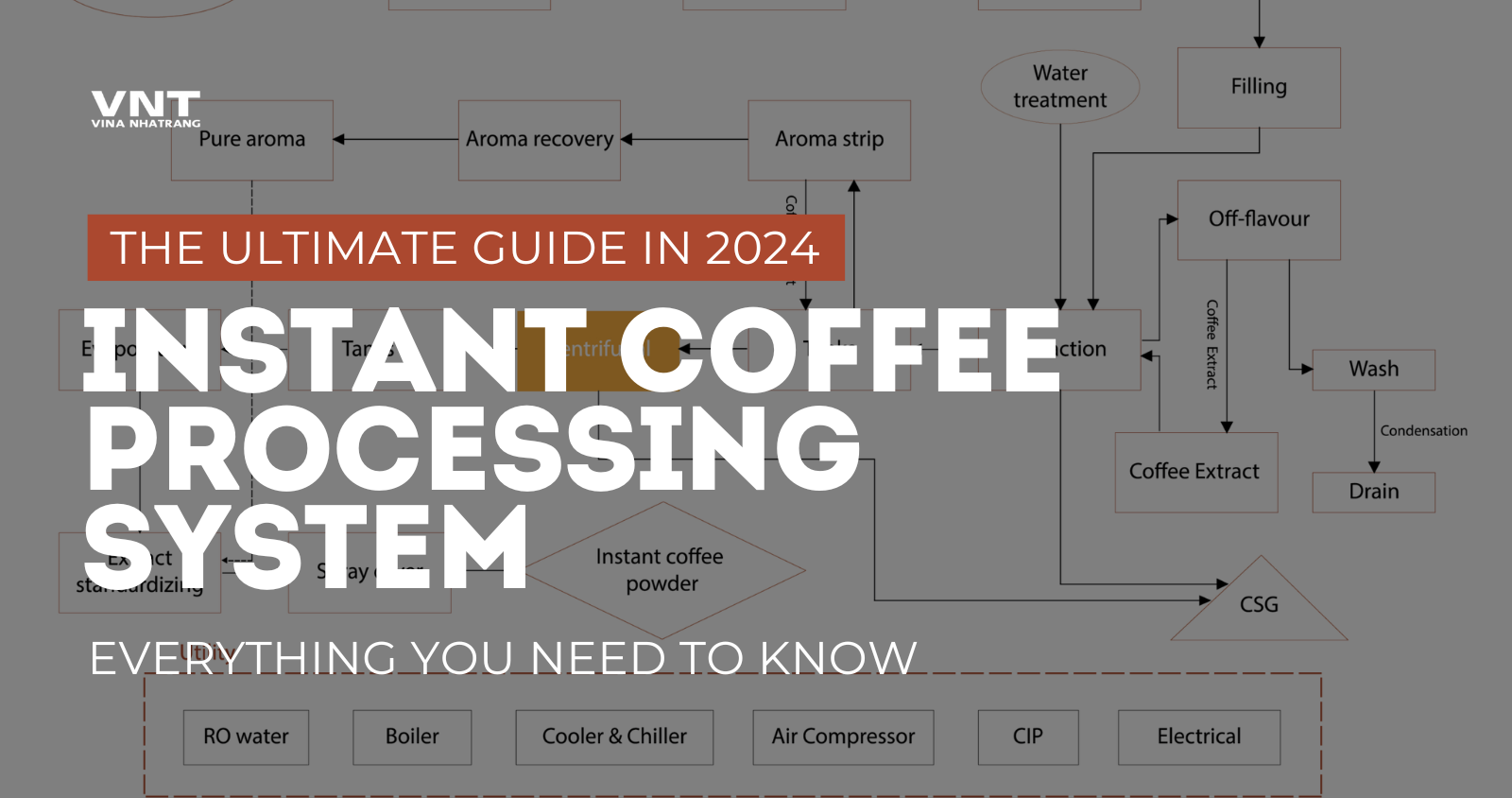
Want to find out more about Instant Coffee Processing, see VNT’s Instant Coffee Processing System.
Instant Coffee Extraction System

VNT’s Instant Coffee Extraction System
At the heart of any Instant Coffee Processing System is the extraction phase. This critical step is responsible for drawing out the soluble compounds from green coffee beans, essentially defining the flavor profile of your final product.
View details of Instant Coffee Extraction System
Purpose:
The primary goal of the extraction system is to efficiently dissolve the desirable coffee solids from the beans. These solids include caffeine, acids, sugars, and various aromatic compounds that give coffee its distinct taste and aroma. The effectiveness of this process directly impacts the quality and intensity of your instant coffee.
Technology Involved:
- Hot Water Under Pressure: The system uses water heated to temperatures between 160°C and 180°C (320°F to 356°F). This water is then pressurized to about 15 atmospheres, turning it into a supercritical fluid. In this state, water becomes an incredibly efficient solvent, penetrating the coffee beans more effectively than regular hot water.
- Battery of Extractors: Large, industrial-grade percolators are arranged in a series. Each extractor is filled with ground coffee, and the hot, pressurized water flows through them sequentially. This counter-current system ensures maximum extraction efficiency, with fresh water always meeting the most depleted coffee grounds.
- Filtration Processes: After extraction, the coffee solution passes through a series of filters. These range from coarse metal screens that remove large particles to fine membrane filters that clarify the extract. Some systems even use centrifugal force to separate solids from liquids.
Significance:
The extraction system is where your instant coffee’s flavor journey begins. The temperature, pressure, and duration of extraction all influence which compounds are drawn out and in what proportions. For example:
- Higher temperatures extract more bitter compounds
- Longer extraction times increase acidity
- Higher pressure can yield more caffeine
As a business owner, you can work with your production team or supplier to fine-tune these parameters. This allows you to craft instant coffee that aligns with your brand’s flavor profile, whether that’s a bold, robust taste or a smoother, less bitter experience.
Instant Coffee Aroma Recovery System

Instant Coffee Aroma Recovery System
Coffee’s aroma is a critical component of its appeal. When you open a bag of freshly roasted beans, that enticing scent is your first interaction with the coffee’s quality. However, in traditional instant coffee production, much of this aroma is lost during the high-temperature extraction process. That’s where the Aroma Recovery System comes into play.
View details of Instant Coffee Aroma Recovery System
Purpose:
This sophisticated subsystem is designed to capture and preserve the volatile aroma compounds that would otherwise be lost. These compounds, such as pyrazines, aldehydes, and furans, are responsible for coffee’s complex scent profile—notes of nuttiness, fruitiness, or even hints of chocolate. By reclaiming these aromatics, the system ensures that your instant coffee doesn’t just taste good but also smells enticing.
Technology Involved:
- Distillation Techniques: As the coffee extract leaves the extraction system, it’s heated to release volatile aroma compounds. These compounds, having lower boiling points than water, vaporize first. The vapors are then condensed in a cold trap, resulting in a highly concentrated aroma essence.
- Stripping Steam: In some setups, steam is introduced to the coffee extract under low pressure. This steam “strips” away the aroma compounds without significantly altering the extract’s temperature, preserving heat-sensitive aromatics.
- Cryogenic Condensation: For ultra-premium instant coffees, some manufacturers use liquid nitrogen to freeze-capture aroma compounds. This method, while expensive, retains even the most delicate scents.
- Integration with Extraction: The aroma recovery isn’t a standalone process. It’s intricately linked with the extraction system, often sharing the same equipment. For example, the first fraction of extract from each percolator, rich in aromatics, might be diverted directly to the aroma recovery unit.
Significance:
In the world of coffee, aroma is more than just a pleasant bonus—it’s a quality indicator. When a customer opens a jar of your instant coffee, that first whiff sets expectations. A rich, complex aroma suggests care and quality, justifying premium pricing. Moreover, scent profoundly affects taste perception. Even if two instant coffees have identical flavor compounds, the one with better-preserved aromatics will be perceived as tasting superior.
For you as a business owner, investing in advanced aroma recovery technology can be a game-changer. It allows you to offer instant coffee that rivals the sensory experience of freshly brewed coffee, helping you tap into a more discerning customer base. Some brands even market their aroma recovery methods as a unique selling point, emphasizing their commitment to preserving coffee’s natural essence.
Instant Coffee Evaporation System

VNT’s Instant Coffee Evaporation System
After extraction and aroma recovery, you’re left with a dilute coffee extract—rich in flavor but mostly water. This is where the Evaporation System steps in, playing a pivotal role in transforming that watery extract into the foundation of your instant coffee product.
View details of Instant Coffee Evaporation System
Purpose:
The primary function of the evaporation system is to concentrate the coffee extract. This process serves two critical goals:
- Increase Solubility: By removing water, you’re essentially packing more coffee solids into a smaller volume. This higher concentration ensures that your instant coffee dissolves quickly and completely in hot water, without leaving unpleasant, gritty residues.
- Reduce Volume: Less water means less material to process in subsequent stages. This efficiency is crucial for large-scale production, reducing energy costs in drying and storage space requirements.
Technology Involved:
- Vacuum Evaporation: The heart of the system is a series of large, stainless steel vessels known as “effects.” These operate under vacuum conditions, which lower the boiling point of water. Instead of boiling at 100°C (212°F), water in these vessels can evaporate at temperatures as low as 40-50°C (104-122°F).
- Multiple-Effect Design: A state-of-the-art system uses four to seven effects in sequence. Each effect is at a lower pressure (and thus temperature) than the previous one. The vapor from one effect heats the next, making the process highly energy-efficient.
- Scraped-Surface Heat Exchangers: These specialized devices have rotating blades that continuously scrape the heated surface. This prevents the coffee extract from sticking or burning, which could introduce off-flavors.
- Thermal Control: Precise temperature regulation is critical. Too hot, and you risk caramelizing sugars or creating burnt tastes. Too cool, and the process becomes inefficient. Modern systems use PID controllers to maintain temperatures within a 1-2°C range.
Significance:
The evaporation stage is a balancing act between concentration and quality preservation. You want to remove enough water to make your instant coffee highly soluble, but not at the expense of flavor. Some key considerations:
- Heat Impact: Even at lower temperatures, prolonged heating can degrade chlorogenic acids (linked to coffee’s health benefits) and alter the balance of volatile compounds. High-end systems monitor these changes in real-time using spectroscopic techniques.
- Customization: As a business owner, you can tailor the evaporation process to your product line. A milder concentration might suit a “smooth” instant coffee, while a higher one could give your “intense” range its punch.
Instant Coffee Spray Dryer

VNT’s Instant Coffee Spray Dryer
We’ve extracted, captured aromas, and concentrated the coffee essence. Now, it’s time for the grand finale—transforming that syrupy liquid into the familiar granules that define instant coffee. Enter the Spray Dryer, a technological marvel that’s as much art as science.
View details of Instant Coffee Spray Dryer
Purpose:
The spray dryer’s mission is elegantly simple: turn the concentrated coffee extract into a dry, stable powder form. This transformation achieves several goals:
- Shelf Stability: By removing almost all moisture, you inhibit microbial growth and chemical reactions, giving your instant coffee a long shelf life.
- Easy Dissolution: The powder’s structure is engineered to dissolve quickly in hot water, a key convenience factor for consumers.
- Portion Control: Granules make it easy for users to measure out precise amounts, ensuring a consistent brew strength.
Technology Involved:
- Atomization: The coffee concentrate is pumped to the top of a tall, cylindrical chamber. Here, it meets a high-speed spinning disc or a pressurized nozzle that breaks it into a fine mist of droplets, each about 100-200 micrometers in size.
- Hot Air Contact: As these tiny droplets fall, they meet a countercurrent flow of hot air, typically between 200-300°C (392-572°F). Don’t worry—the coffee doesn’t burn. The rapid evaporation actually keeps the droplets much cooler, around 80-100°C (176-212°F).
- Cyclone Separation: The now-dry coffee particles are swept up in the air current into cyclone separators. These conical devices use centrifugal force to separate the coffee powder from the moist air, which is then recycled or cleaned before release.
- Agglomeration Control: High-end systems offer methods to influence particle size. One technique is “fines return,” where the smallest particles are reintroduced at the atomizer, creating larger, more porous granules that dissolve even faster.
Significance:
The spray dryer is where much of your instant coffee’s physical character is determined. Variables like atomizer speed, air temperature, and chamber geometry all affect the final product:
- Density: Denser particles sink quickly in water, while fluffier ones float longer. You might prefer denser granules for a product that “disappears” instantly or lighter ones that create a satisfying swirl as they dissolve.
- Porosity: More porous particles hydrate faster but are also more fragile. This is a trade-off between quick dissolution and the ability to withstand shipping and handling.
- Size Distribution: A range of particle sizes can improve packing efficiency in your jars, reducing empty space. Some brands even use this variation for visual appeal—a mix of fine powder and larger granules suggests artisanal quality.
As a coffee business owner, the spray drying stage offers exciting opportunities for product differentiation. You could work with your production team to develop proprietary drying techniques that yield unique textures or dissolution behaviors, setting your brand apart in a crowded market.
Conclusion: Mastering the Art and Science
We’ve journeyed through the intricate world of the Instant Coffee Processing System—from the pressurized chambers that extract coffee’s essence to the towering spray dryers that transform it into convenient granules. Each stage is a masterpiece of engineering, fine-tuned to preserve and enhance coffee’s complex qualities.
Let’s recap the key components:
- Extraction System: Uses superheated water to draw out coffee’s core flavors.
- Aroma Recovery: Captures those fleeting scents that make opening a coffee jar a sensory delight.
- Evaporation: Concentrates the extract, balancing solubility with flavor preservation.
- Spray Drying: Crafts the powder’s physical properties, influencing how it looks, feels, and dissolves.
In the end, instant coffee is a triumph of food science—making one of the world’s most beloved beverages even more accessible. As a business owner who understands the intricacies behind this modern marvel, you’re well-equipped to not just sell instant coffee, but to craft experiences that resonate with every sip. Cheers to that!



